


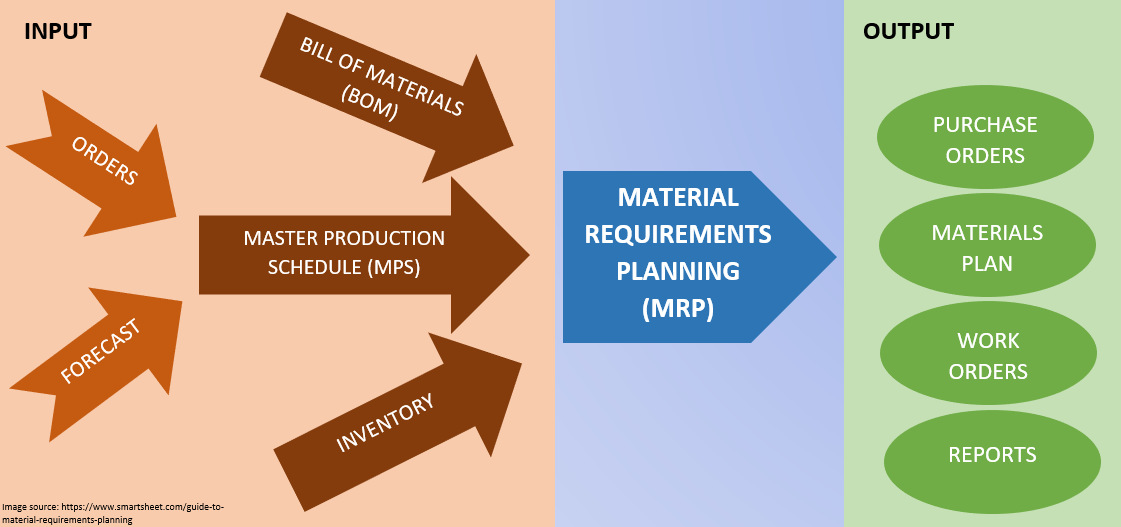
Material Requirements Planning (MRP) is a systematic approach to calculate the materials and components needed to manufacture an end product. There are two main drivers in MRP system:
a) Bill of Materials (BOM), also known as product structure, is a list of the raw materials, assemblies, subassemblies, parts and components, and the quantities of each needed to manufacture a final product. BOM centralizes all the sources of information, therefore the MRP system relies heavily upon and uses it to track and estimate the number of materials or components required by specific dates.
b) Master Production Schedule (MPS) is a plan for single commodities to be produced in each time of periods such as production, staffing, and inventory. This schedule is usually linked to manufacturing where it indicates when and how much of each product will be demanded, to optimize production, identify bottlenecks, and anticipate the needs of products.
MRP system is intended to simultaneously meet the following three objectives:
1. Improve Production Planning
First and foremost, the importance of production planning is to project the purchasing processes, manufacturing activities, and delivery schedules. Ensure all the required materials are available for production and products are available for delivery to customers. To streamline an efficient and effective production schedule, begin with three main questions:
- What is needed?
- How much is needed?
- When is it needed?
The answers to these questions give clarifications of what raw materials are needed, how many, and when to meet the requirements of efficient production and fulfil the demands of business.

2. Improve Inventory Management
Maintaining the lowest possible raw material and product levels would be the optimum inventory management. MRP provides businesses the visibility into the inventory requirements needed to meet demand and helps businesses to optimize their inventory levels. They are two terminologies to keep in mind: PAR level – the ideal minimum quantity to be stored at all times, and Reorder Point – the minimum stock level and the quantity to be reordered, should be identified for every item to achieve the optimum inventory level.
With MRP, the following situations can be avoided:
- Ordering too much or too little
- Inability to meet customer demand
- Disruptions in the production cycle
Hence, it is essential to have MRP acts as a real-time view of inventory across the organization to understand what raw materials or products you should have on hand, and which inventory they are located.
3. Improve Work Scheduling
Manage the active production time used, anticipate the expected yield, and the adherence to the preset schedule. Having control and ready information about the raw materials’ availability and expected yield also gives the manufacturer an idea of other resources to engage in the process. Input information from the MRP system tells the manufacturer what equipment is required and when extra labor is needed, as well as whether to hire or purchase operational assets.
History of MRP
In the early 1950s, MRP was computerized by the aero-engine makers Rolls Royce and General Electric but not commercialized by them. It was then reinvented to supply the Polaris program. In 1964, as a response to the Toyota Manufacturing Program, Joseph Orlicky developed Material Requirements Planning (MRP). Black & Decker was the first company to utilize MRP. By 1975, MRP was implemented in 700 companies. This number had grown to about 8,000 after 5 years.
MRP II
Manufacturing Resource Planning (MRP II) is an enhancement from the MRP system in manufacturing. In 1983, Oliver Wight developed MRP system into MRP II. In the 1980s, Joe Orlicky’s MRP evolved into Oliver Wight’s MRP II which brings master scheduling, rough-cut capacity planning, capacity requirements planning, and other concepts to classical MRP. By 1989, about 1/3 of the software industries was MRP II software sold to the American industry ($1.2 billion worth of software).
In a nutshell, MRP II evolved from the early MRP system by including the integration of additional data. Recently, MRP is also interchangeably used to refer to MRP II.
Advantages of MRP
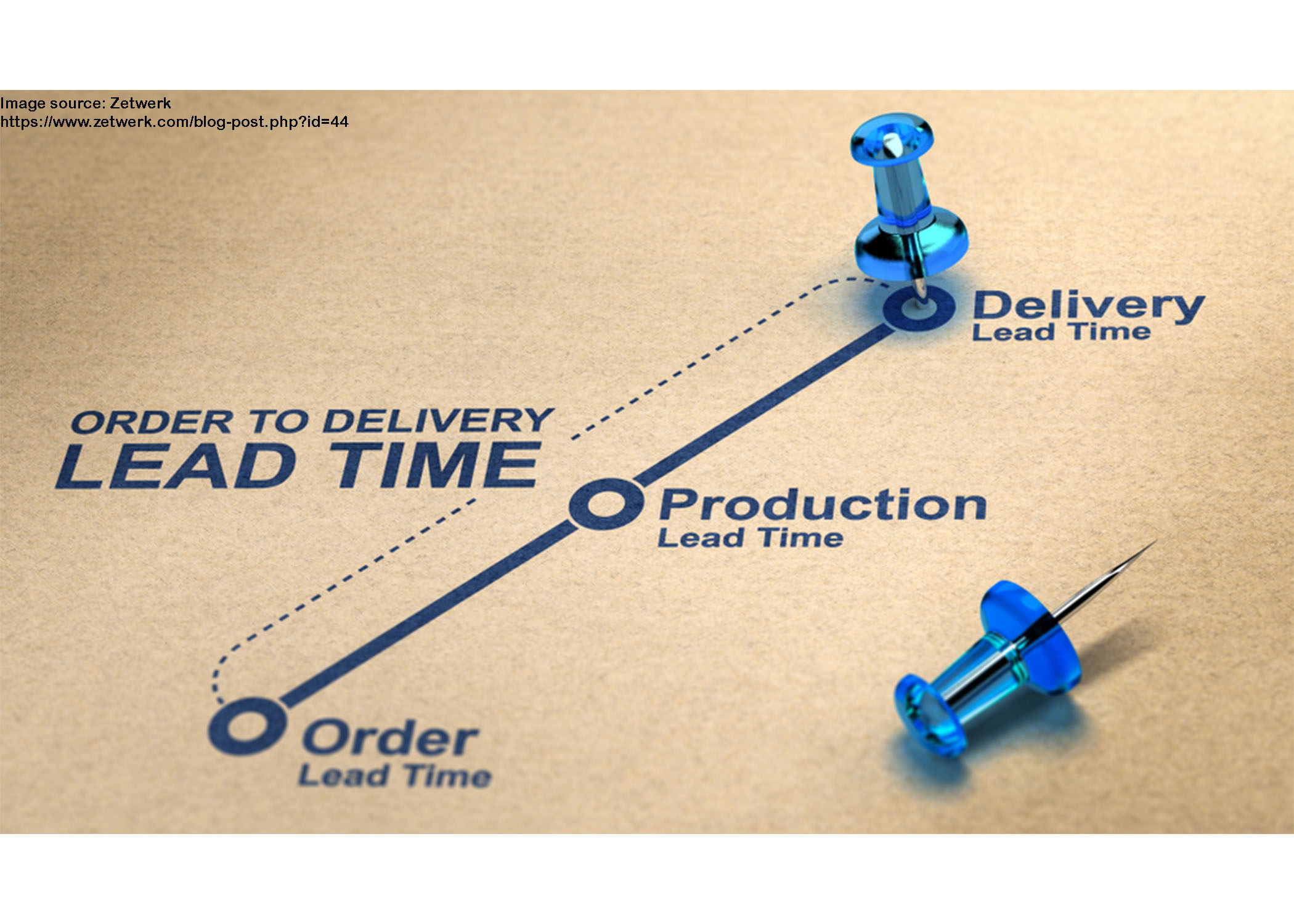
1. Reduce lead time
Lead time in MRP system represents the planned amount of time that passes from the start of a process until the end of production. Even in this era of digitalization, there are still a lot of companies that use spreadsheets for production planning and inventory requirements. With MRP, it helps to reduce man hours and required paperwork. The production would be much faster since there is proper distribution of processing time.
2. Reduce inventory costs
Inventory costs include various kinds of monetary involvement from the cost to order to the cost to hold inventory. MRP system minimizes the inventory holding costs, which include inventory maintenance cost, inventory risk cost, storage space cost, and many more. Evaluating how much inventory should be kept on hand at all times. Furthermore, it also reduces the surplus or shortage of stock inventory, which can lead to squandering extra costs like emergency shipments or disrupted production. Wastage costs, are often come from the overproduction and expiration of products, particularly perishable goods. This is also correlated to the inventory carrying costs, which are affected by the unsold stock value lying in the warehouses.
3. Increase manufacturing efficiency
Efficient manufacturing requires precise planning to ensure the right resources on hand throughout the production processes. MRP system evaluates the suppliers, manage and place the purchase orders by requiring limited human intervention, hence reducing the dependency on workers and labor costs. The accuracy level in the system is far beyond any error-prone human method, thus the quality and consistency of products can be elevated. Moreover, the workers can focus less on repetitive tedious works, and focus more on the things that actually matter.
Disadvantages of MRP
1. Dependence on accurate information
MRP requires strict data integrity requirements, and it is unable to define the production build timeline and materials required if the data isn’t accounted for in the inventory record and BOM. To avoid any problems with the planning, you need to be pay extra attention on the data accuracy. If the data is outdated or incorrect, the material forecasts could be affected, which lead to having too many or too few raw materials available for efficient business practice.
2. Time-consuming
The time for planning and implementing the MRP system is relatively long, particularly data entry and maintenance of the inventory records, production schedule, etc. The business operations require some time in adopting the changes. Proper training is also needed for the end users to fully understand and maximize the usage of the MRP system.
MRP vs ERP

MRP is often used as a comparison to Enterprise Resource Planning (ERP). ERP system, like MRP, manages the manufacturing processes like production planning, scheduling, and inventory management. However, the full range of ERP capabilities is much more extensive than just manufacturing, there are more modules included in ERP such as human resource, accounting and finance, customer relationship management, and many more.
The key differences between MRP and ERP are:
1) MRP is more of a solo system, whereas ERP is integrated. This means that ERP can easily connect to other software systems and modules. In contrast, MRP is a standalone system that manages only manufacturing-related services. ERP is often a better solution for large-scale businesses, whereas MRP is more suitable for any size of company, as long as the company requires a tool to assist with manufacturing needs and does not need intense integration with other processes.
2) MRP is exclusive to people who work in manufacturing operations, whereas ERP can be used and handled by many departments. As mentioned before, MRP only focuses on manufacturing. On the other hand, ERP contains a range of solutions meant to facilitate diverse business processes.
3) MRP is an affordable solution, whereas ERP is a more expensive option. Not to highlight that the MRP provides limited functions at a cheaper price, but as a matter of fact, ERP can perform functions for multiple facets of a business rather than just manufacturing, which makes sense that it is more costly.
Which system should I use?
First, you have to know what business processes your company seek to enhance and to automate. You should consider the integration to prevent duplications of work, as you may have using accounting software or any other systems that require connectivity.
You also have to take market competitiveness into account. Let’s say, you and your competitors are selling the similar products with little to no price difference, then you should develop competitive advantages internally such as improving the collaboration and workflows of your business.
Budget is one of the most crucial factors when selecting a software system. ERP handles almost every feature of each department and is known for being expensive compared to MRP, which only contains manufacturing functionality. To make a smart decision, you need to do a pros & cons analysis of how much the upfront cost of ERP might benefit your company, and concerning the Return of Investment (ROI) in the long run.
Speaking of budget, a cost-effective solution for SMEs and the food industry, which is called RMS, is available in the Malaysia market to improve inventory management and production planning. With just a few clicks, RMS recommends the quantity of raw materials or components needed for the consolidated productions, but at the same time gives the user the flexibility to make adjustment. RMS also offers additional functions and modules, such as recipe management, multi-locational franchise orders, asset management, QR code scanning for traceability, and many more. Moreover, RMS allows customization and third-party system integration, even with MRP or ERP systems, at an affordable price.
Choosing either MRP, ERP or RMS would benefit your company from different aspects. Most importantly, you should understand your business environment and requirements before making any decision.
